
Бизнес-составляющая
Чтобы предприятие функционировало на законных основаниях, руководство должно получить идентификационный номер в службе, занимающейся налогами, и зарегистрировать бизнес. Способы регистрации зависят от выбранной формы управления: индивидуальный предприниматель или ООО.
Если у руководства есть планы взаимодействовать с известными в своем кругу поставщиками и заказчиками, то лучше, чтобы фирма была юридическим лицом. Некоторые организации оформляют сделки только с представителями организаций, а не частными лицами. Так они более уверены в контрагенте.

Если у владельца нет знаний в области налогообложения, то ему надо посоветоваться с юристом или бухгалтерским работником, чтобы выбрать подходящий способ, с помощью которого организация будет выплачивать налоговые обязательства. На начальном этапе обычно останавливаются на упрощенке, так как она намного проще. После того как бизнес разовьется, руководство сможет изменить способ уплаты налогов.
Формирование линии
При создании линии производства профилей нет жестких требований к параметрам арендуемого помещения. Станки можно устанавливать в крупных промышленных помещениях или небольших мастерских.
Создание линии по европейским стандартам поможет вам организовать бизнес с высоким уровнем производительности, который к тому же очень быстро окупится.
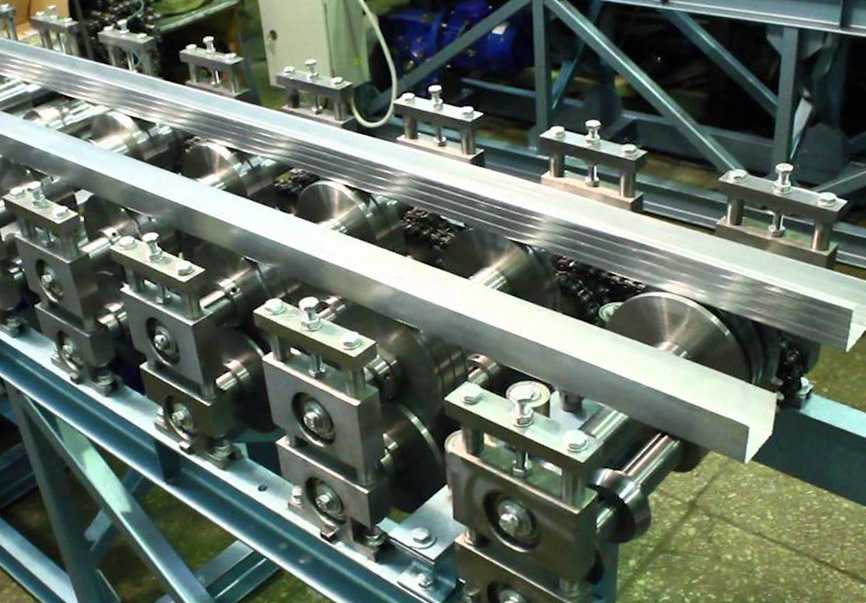
 Линия производства
Линия производства
Использование качественного оборудования и сырья, а также соблюдение технологии производства позволит вам изготавливать качественную продукцию и создать реальную конкуренцию менее добросовестным производителям.
Итак, для организации линии вам понадобится следующее оборудование:
- профилегибочный модуль;
- рез пневматической гильотины. Он может быть летучим или стационарным. Разрезает изделия после завершения профилирующего процесса;
- автоматическая система для управления (АСУ);
- сенсорная опциональная панель для оператора. С ее помощью можно значительно облегчить процесс ввода параметров для производства изделий и контроля этого процесса.
В зависимости от необходимости линия может производить закрытий или открытый тип продукции.
Станки для профилей могут осуществлять как обкатку изделий, так и пробивку в них отверстий. При этом можно регулировать длину конечного изделия.
Кроме того существуют разные модификации станков, предназначенные для изготовления разных типов профилей. С их помощью можно производить стоечный (50х50, 75х50 и 100х50), а также направляющие профиля (50х40, 75х40 и 100х40).
Реализация товара
Профиля пользуются спросом у покупателей, поэтому реализация осуществляется без особых трудностей
Предпринимателю стоит обратить внимание на строительные фирмы и подрядчиков. Им всегда необходим этот товар
Частные лица, занимающиеся стройкой, заинтересованы в покупке качественного и доступного изделия.
Наилучший вариант – оптовые продажи. Бизнесмену будет намного легче осуществлять деятельность, если у него будут постоянные покупатели, которые приобретают крупные партии товара за раз. Частные лица – это тоже хорошо. Для них можно выставить готовые изделия в отдельном помещении, чтобы они смогли выбирать и покупать их на месте.
Данный сегмент не требует особенных маркетинговых стратегий, если предприятие сбывает товар оптом. Когда завод имеет свой фирменный магазин, реклама необходима в любом случае. Особенно это касается зимнего времени года. В этот период значительно снижаются продажи, так как строительные материалы не пользуются спросом в холодную погоду. Убыточность производства на предприятии вряд ли наступит, но объем продаж снизится однозначно.
Экономический расчет проекта
Расходная часть проекта состоит из таких капитальных вложений:
- ремонт помещения – 300 тыс. руб.
- закупка сырья – 500 тыс. руб.
- закупка инвентаря и ручного инструмента – 50 тыс. руб.
- закупка крана-балки – 160 тыс. руб.
- доставка, монтаж, пусконаладочные работы – 150 тыс. руб.
- закупка линии производства – 770 тыс. руб.
- другие расходы – 50 тыс. руб.
Всего на запуск проекта потребуется не менее 2 млн руб. Что касается выручки, то она идет исключительно от продаж профиля. Если загружать линию производства на 55%, то в день можно перерабатывать до тонны сырья. Окупиться производство может через два-три года. Учтите, что придется работать при всевозрастающей конкуренции, так как доступность и простота производства привлекает многих предпринимателей. В связи с возросшей конкуренцией рентабельность производства сегодня снизилась до 18%.
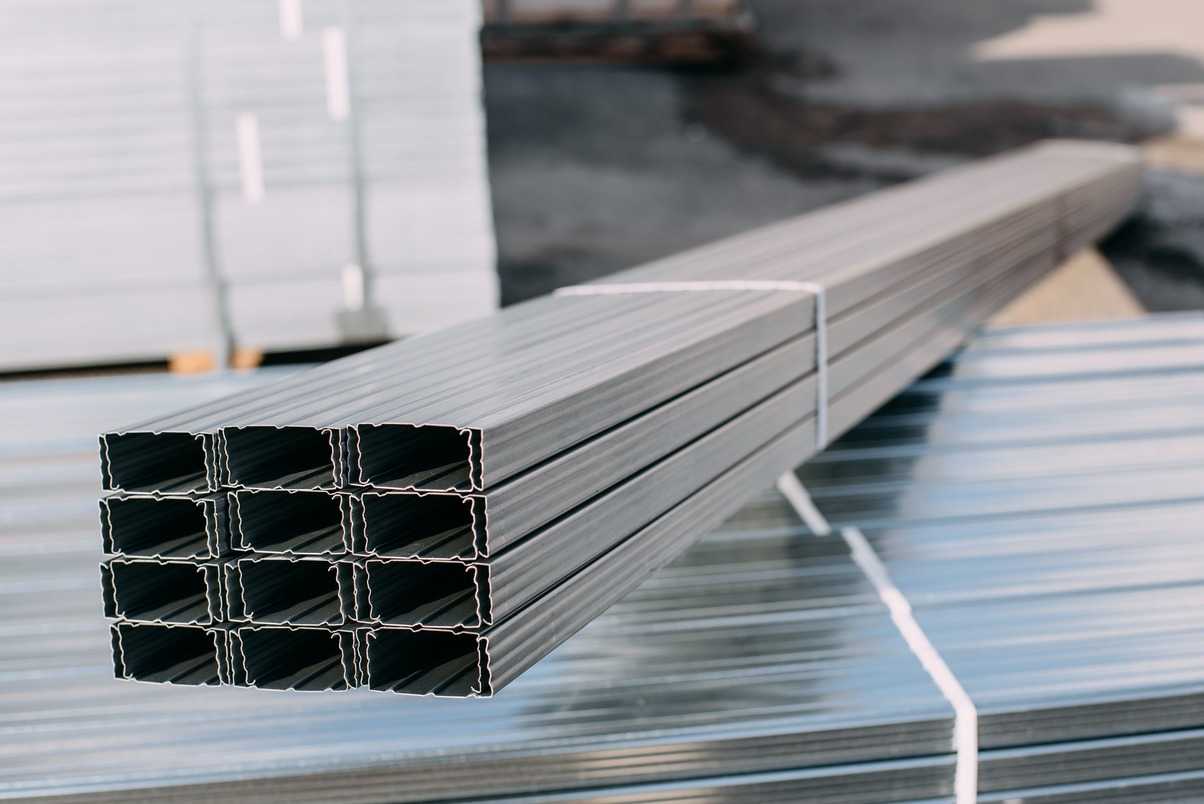
Производство оцинкованного профиля является перспективным направлением, так как этот вид материала незаменим при создании надежных конструкций любой сложности для крепления гиспокартона и пользуется большим спросом на рынке.
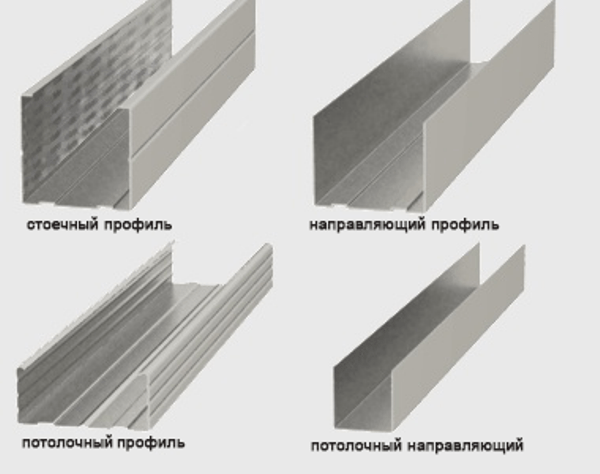
Изделие предствляет собой крепежную основу для монтажа листов гипсокартона при проведении отделочных работ. В зависимости от назначения выделяют несколько видов профиля: стоечный, направляющий, потолочный, маячковый, угловой.
Благодаря своей универсальности наиболее востребованными являются потолочный профиль ПП 60*27
и потолочный направляющий ППН 27*28
, которые позволяют быстро и удобно сформировать каркасы для монтажа межкомнатных перегородок, подвесных потолков и облицовки стен.
В качестве сырья для производства профиля используется тонколистовая рулонная оцинкованная сталь 2 класса толщиной 0,3-0,6 мм, нарезанная лентами (штрипс). Для ПП 60*27 необходима лента шириной 123 мм
, а для ППН 27*28 — лента шириной 81 мм
.
Какой формат производится
Каждый станок рассчитан под производство определенного типа профиля нескольких форматов:
- CD или потолочный;
- CW, который также называют стоечный;
- UD или пристеночный;
- UW как обозначение направляющей планки.

Согласно принятым стандартам СНиПа и ГОСТа относительно сборки конструкций из гипсокартона, геометрические и физические параметры профилей должны отвечать определенным требованиям. Так UD планка обладает сечением 27х28 мм, а CD 60х27 мм, что обусловлено особенностями их подгонки и фиксации друг с другом.
Пристеночный профиль производится с готовыми отверстиями в центре спинки планки, рассчитанными под дюбеля диаметром 6 мм. Частота расположения отверстий – 260 мм. Поверхность потолочного профиля у основания в результате обработки через станок покрывается насечками, а на боковых частях формируются выпуклые канавки (ребра жесткости), что увеличивает прочность и жесткость заготовки.
Профиль формата CW изготовляется из стальной ленты толщиной 0.5 мм. На выходе через станок формируется заготовка «С» – образной формы с параметрами 50/75/100х50 мм. Эта планка служит для закрепления плит гипсокартона в процессе сборки перегородок. UW профиль выпускается в форме буквы «П». Его габариты составляют 40х50/75/100 мм.








Как осуществляется производство профилей различных форматов на прокатном стане можно посмотреть на видео ниже.
Марки оборудования
Важный момент в процессе изготовления профиля – выбор марки оборудования и страны производства, от качества которого зависят высокие технические показателя партии готового материала. Отдают предпочтение европейским или отечественным брендам. Наиболее известными и зарекомендовавшими себя производители:
- ЛГС-26 (Россия);
- Zenitech PW 40 (Украина);
- Knauf (Германия).
Приобретают и станки китайских брендов Донфен или Titan-machinery. Производство профиля на таком оборудовании позволяет изготовлять большие объемы материала (до 2 000 000 м2/год) с минимальными затратами электроэнергии, что отображается на стоимости продукции и на затратах при устройстве конструкций из гипсокартона.
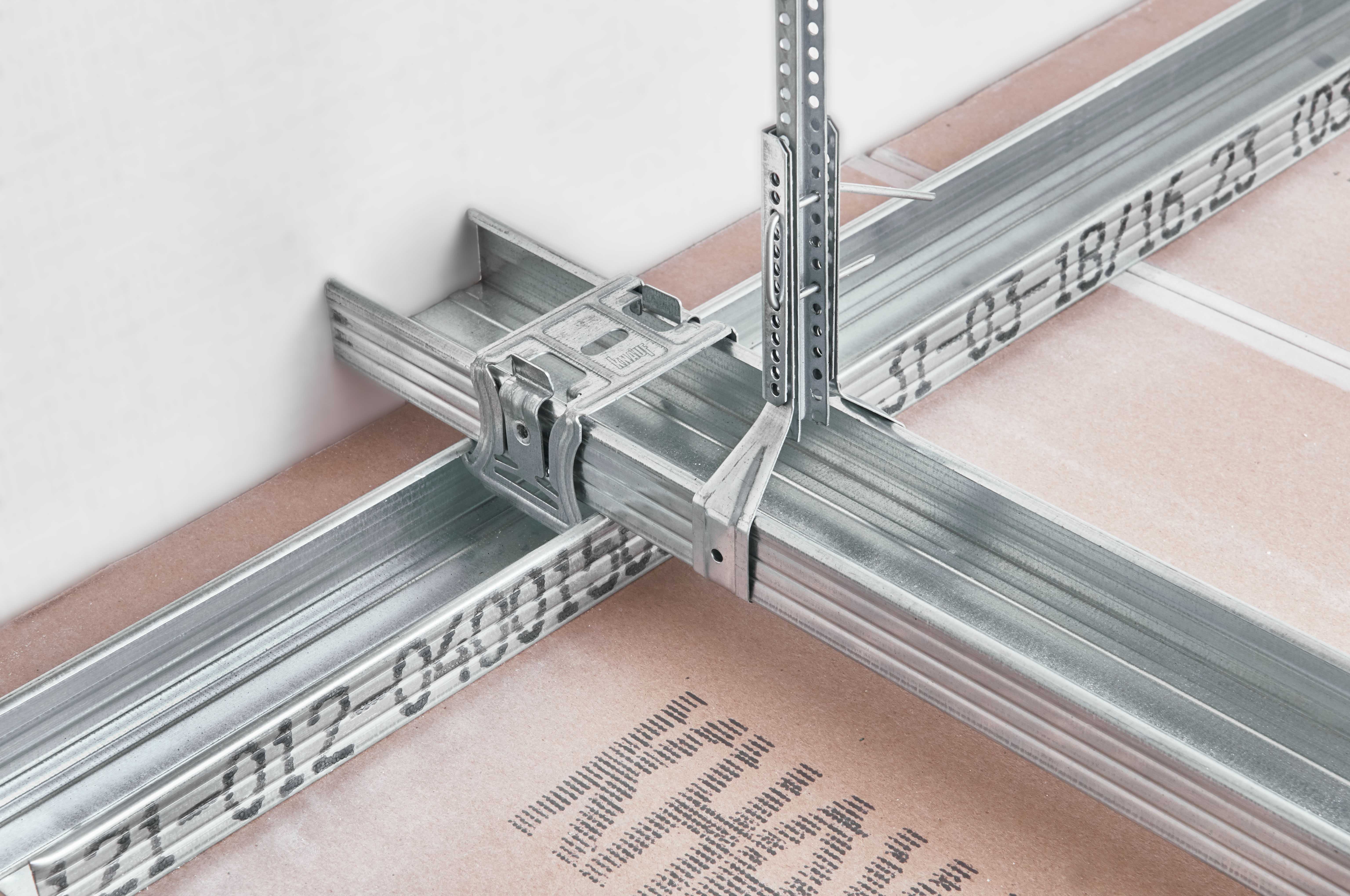
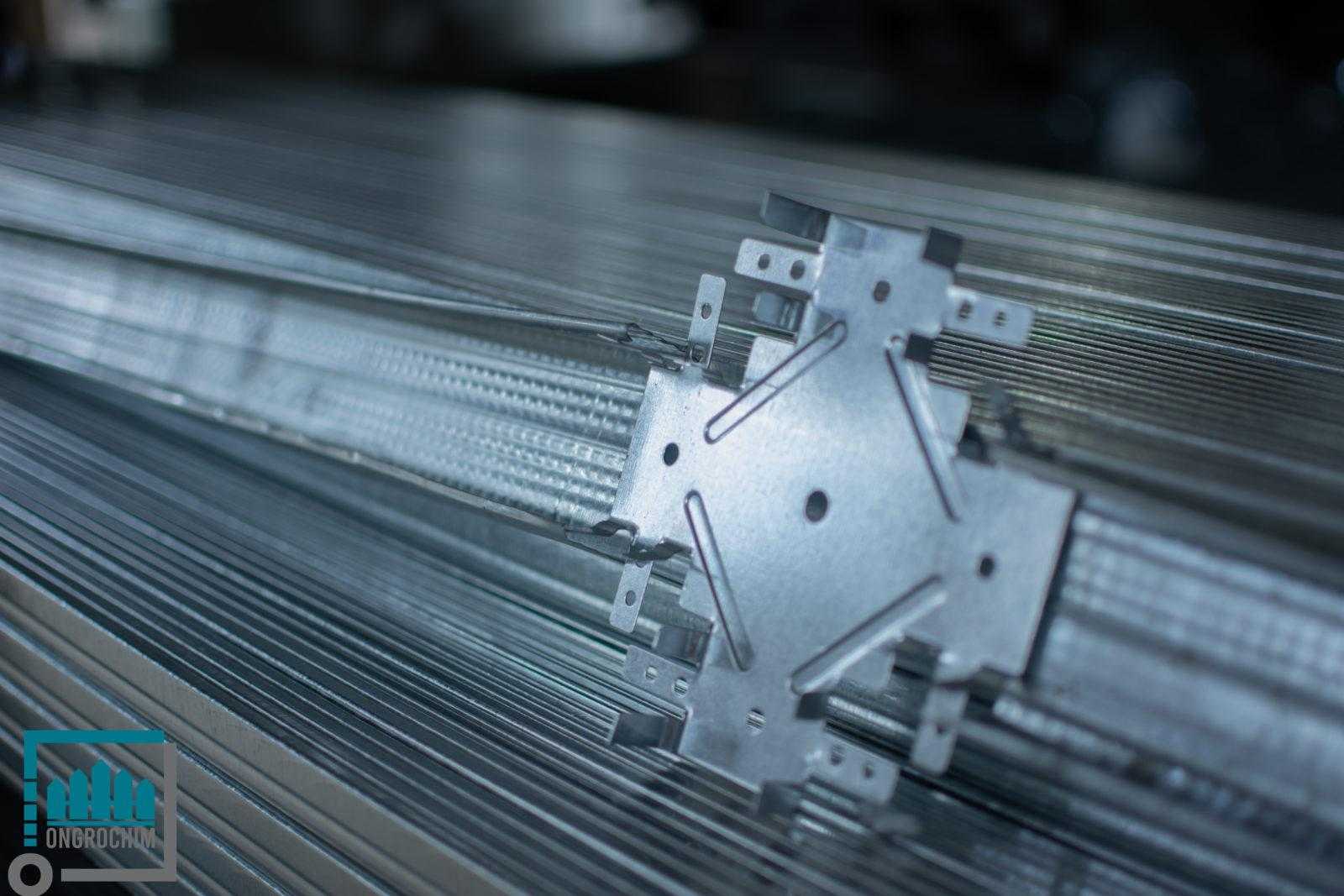
Оборудование для проката
Основные элементы линии по производству профиля
Несмотря на то, что устройства для изготовления металлических деталей обрешетки от разных производителей отличаются по конструкции, общая схема функционирования таких систем остается неизменной.
Как правило, профилегибочный станок включает в себя:
Разматыватель – приспособление для подачи ленточной заготовки на обработку. В большинстве моделей гибочных станков применяются консольные разматыватели, использование которых обеспечивает автоматическую подачу материала на гибку.
- Прокатный стан. Основной элемент линии, отвечающий за профилирование заготовки. В зависимости от типа линии прокатные станы могут производить профили как одного типоразмера, так и сразу нескольких – без перенастройки. Естественно, для производства широкого ассортимента изделий вторая разновидность является более предпочтительной.
- Отрезное устройство, как правило, пневматические ножницы. Главная задача этого узла – обрезка готовых изделий по заданным габаритам. Наилучшие модели ножниц оборудуются системами типа «летучая рубка», что позволяет производить обрезку профиля без остановки прокатного стана. Точность резки составляет +/- 5 мм от заданных параметров.
- Приемный стол отвечает за складирование готовых изделий.
Схему линии по изготовлению профиля вы можете видеть на фото.
Кроме уже упомянутых элементов оборудования по изготовлению металлопроката обязательным компонентом является система управления. Как правило, такая система поставляется вместе с оборудованием и работает под управлением сертифицированного программного обеспечения.
Особенности выбора и наладки производства
По большому счету, основное количество линий, представленных на рынке, характеризуются вполне достойным качеством и производительностью.
И все же, планируя открыть бизнес по прокату профиля для ГКЛ, нужно принимать во внимание следующее:
- Лучше приобретать отечественный или европейский станок для производства профиля для гипсокартона – Китай, хоть и отличается более демократичными ценами, несколько уступает по качеству.
- Важным фактором при выборе должны быть услуги по настройке станочной линии. К примеру, многие компании предлагают покупателям оборудования всестороннюю помощь в наладке всех бизнес-процессов, вплоть до подписания контрактов с поставщиками максимально подходящего сырья.
Также не следует забывать о настройке и калибровке оборудования. Конечно, с любым станком в обязательном порядке поставляется инструкция – но без наличия соответствующих навыков за настройку своими руками браться не стоит. Это как раз тот случай, когда привлечение специалистов со стороны будет вполне оправдано!
Как видите, выбрать подходящий станок для профиля гипсокартона – это еще только полдела. Но если вы подберете нужное оборудование, эффективно настроите его и грамотно организуете рабочий процесс, то производство деталей для гипсокартонной обшивки вполне может стать источником солидного дохода!
Металлический профиль служит для формирования каркасной системы под крепление листов гипсокартона и обеспечивает функциональность, надежность в эксплуатации конструкции и простоту технологического монтажа. Использование металлических реек обязательно при:
- Устройстве сложных коммуникационных выходов и электропроводки;
- Последующей облицовке поверхности гипсовых плит тяжелыми материалами – плиткой, натуральным или искусственным камнем;
- Больших отклонениях кривизны стен, потолка в случае их неудовлетворительной для монтажа структуры – высокой пористости, рыхлости, сырости и прочее;
- Конструировании фигурных многоуровневых декоративных конструкций.
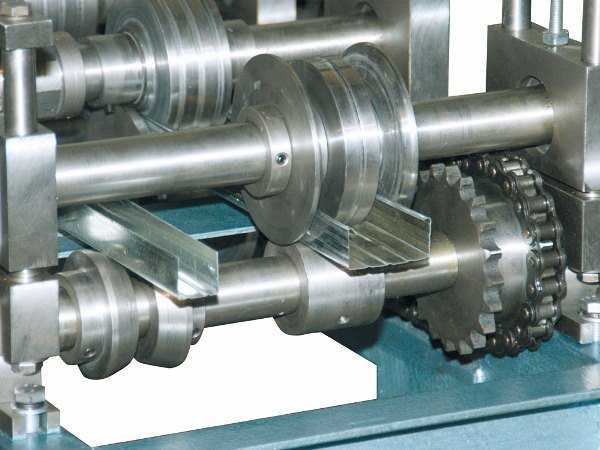
В качестве материала под производство металлического профиля для устройства каркаса под листы гипсокартона используется штрипс – оцинкованная ленточная рулонная сталь. Оптимальная толщина жести – 0.4 – 0. 6 мм.
В процессе изготовления конец ленты из стали подается в прокатный станок, где под давлением роликов различных форм и размеров (калибровочных клетей) формируется профиль определенного сечения. После заготовка режется на необходимый отрезок и отбрасывается в сторону. Установка данных длины и ширины профиля и доводка стальной полосы до места нарезки (гильотины) происходит вручную единоразово (в самом начале работы). Далее процесс выполняется автоматически.
В качестве материала под производство профильных планок используется алюминий или пластик, что зависит от производителя.
В чем суть профилей?
Профиль – это каркас, закрепляющий гипсокартон. Они бывают разных размеров, видов, конструкций. Предприятие, выпускающее изделия подобного рода, должно знать потребности покупателей и предлагать все типы изделий.

Об этом надо позаботиться еще до того, как купили оборудование. Ведь не каждый станок делает разные виды профилей. Зачастую каждый аппарат способен делать только одну видовую категорию материала. Цена на многофункциональный станок высокая.
Профили бывают следующих видов:
- маячковые;
- направляющие;
- стоечные;
- потолочные;
- угловые.
Чаще всего люди покупают направляющие (27 мм на 28 мм) и профили для потолков (60 мм на 27 мм). Это связано с их удобной конструкцией, используемой при сооружении навесных потолков и стен между комнатами. Для изготовления профилей используют оцинкованную сталь. Сырье покупается в виде рулонов (штрипсов). Сталь должна быть выше второй категории по качеству.








Толщина каждого пласта составляет 0,3-0,6 мм. Изготовление направляющего профиля производится в соответствии с размерами – 81 мм по ширине. Размер (по ширине) каркаса для потолка составляет 123 мм. За одну тонну придется заплатить около 35 тыс. руб. С помощью этого количества материала можно сделать 650 профилей по три метра каждый.
Сбыт готовой продукции
Бизнес-план обязательно должен учитывать возможные варианты сбыта готового профиля. Несмотря на то, что спрос на эту продукцию высокий, план сбыта надо продумывать детально. Существует три основных канала, по которым продают готовые изделия:
- подрядчики и строительные компании;
- подрядчики и компании по ремонту помещений;
- частные лица.
И если с первыми двумя каналами можно работать напрямую, то розничный сбыт можно организовать через строительные рынки, магазины, гипермаркеты. Лучше всех помогают реализовывать план продаж гипермаркеты, потому что у них стабильно высокий товарооборот.
Профиль для гипсокартона
Номенклатура металлопрофилей
Основу большинства гипсокартонных конструкций составляет металлический каркас, собранный из особых профильных элементов. Размер этих деталей и их конфигурация определяют механические свойства каркаса для гипсокартона , а значит, во многом влияют на характеристики конструкции в целом.
На сегодняшний день наиболее распространенными типами профилей для ГКЛ являются:
-
Потолочный (CD) профиль для гипсокартона
– используется в качестве основания для подвесных потолков, а также настенных конструкций небольших габаритов. -
Пристенный (UD)
– крепится по периметру помещения в качестве опоры для потолочного. -
Стоечный (CW)
–применяется для возведения вертикальных элементов каркаса, отличается улучшенными механическими характеристиками. -
Усиленный (дверной) (UA)
– более прочный, чем остальные разновидности каркасных деталей, используется в основном для сборки каркасов дверных проемов в межкомнатных перегородках из гипсокартона .
Кроме этих элементов, которые относятся к категории основных, на рынке представлено значительное количество дополнительных комплектующих – подвесов, кронштейнов, соединителей, удлинителей и т.д. Все они применяются для сборки каркасов под обшивку стен и потолков гипсокартоном.
Для производства всех этих элементов применяются специальные станки для профиля для гипсокартона. На сегодняшний день изготовление длинномерных модулей для монтажа конструкций из гипрока является достаточно популярным направлением частного бизнеса.
Особенности процесса производства
Различные профили для монтажа гипсокартона производятся из оцинкованной стали. При их производстве применяются технологии холодной гибки или штамповки металла.
Для изготовления данных изделий характерны следующие особенности:
- Сырье – тонколистовая оцинкованная сталь. Марка стали 08-КП, выбор материала регламентируется ГОСТ 9045-80.
- Оптимальная толщина заготовки – 0,4-0,65 мм. Каждый станок для изготовления профиля для гипсокартона рассчитан на работу с заготовками определенной толщины, превышать которую не следует ввиду риска раннего износа узлов станка и выхода его из строя.
- Ширина заготовки – от 120 до 180 мм. Некоторые автоматические линии способны работать и с более крупными заготовками, однако цена такого оборудования достаточно высока.
- Максимальная длина готового изделия – от 4 до 6 м. Данный параметр зависит от габаритов приемного стола станка и при необходимости может быть увеличен без кардинальной перенастройки всей линии.
Сама процедура формовки профиля из металлической заготовки показана на видео, размещенном на нашем ресурсе.
Особенности рынка сбыта готовой продукции
Поскольку спрос на продукцию только увеличивается, потребителей можно найти без проблем. Тут предпринимателю доступны несколько путей развития:
- Строительные компании и подрядчики.
- Частные покупатели.
Отлично, если металлический профиль для гипсокартона будет сбываться оптовыми партиями. Это избавит предпринимателя от головной боли по привлечению заинтересованных клиентов. Но даже при этом, вряд ли стоит «списывать со счетов» и мелких частников. Если есть возможность организовать на базе цеха небольшой склад-павильон, где будет представлена к продаже выпускаемая продукция, этим непременно следует воспользоваться. Тогда, каждый желающий сможет приехать сюда за необходимым материалом.
Что касается маркетингового развития открывающегося предприятия, то здесь вряд ли потребуется разворачивать крупномасштабные рекламные кампании. При условии сотрудничества с оптовиками, гораздо важнее наличие выгодного для них коммерческого предложения. А если говорить о собственной торговой точке, в рекламу все же придется вложить определенные средства.
А что будет с предприятием в осенне-зимний период, когда «проседает» весь строительный рынок? Да, в это время каркас из профилей для гипсокартона нужен не многим, но при отлаженных каналах сбыта, даже зимой можно избежать простоев оборудования. Продажи значительно снизятся, но к разорению предприятия это, конечно, не приведет.
Технико-экономическое обоснование проекта
Капитальные вложения
- Покупка линии (вариант №2) — 770 000 руб.
- Доставка, монтаж, пусконаладочные работы- 150 000 руб.
- Покупка кран-балки — 159 500 руб.
- Покупка ручного инструмента и инвентаря — 50 000 руб.
- Закупка оцинкованного металла — 500 тыс. руб.
- Подготовка и ремонт помещения — 300 тыс. руб.
- Расходы по организации и оформлению бизнеса, прочие расходы — 50 000 руб.
Итоговый размер инвестиций на открытие бизнеса по произвдству профиля: 2 029 тыс. руб.
Расчет ежемесячной выручки:
При расчете ежемесячной выручки учитывалась загрузка производственной линии по выпуску ПП 60*27 на 55%., при такой загрузки ежедневно перерабатывается 1 тонна рулонной стали.
* Расчет прибыли и окупаемость произведен на основание экспертного мнения автора статьи.
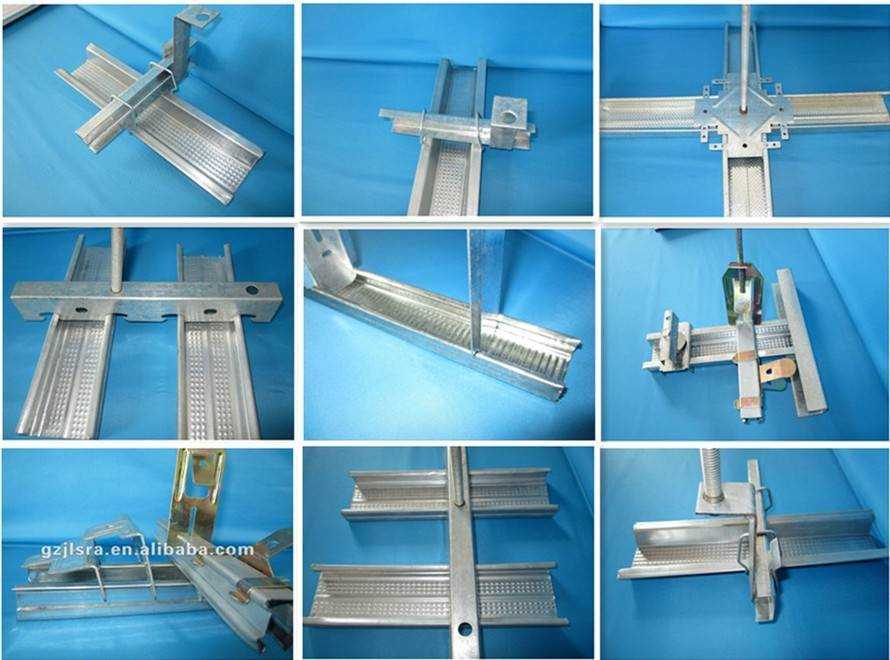
Станок для профиля КНАУФ серии ГК предназначен для изготовления оцинкованных металлических профилей, применяемых при устройстве конструкций из гипсокартона. В качестве заготовки используется либо штрипс определённой ширины, либо полосы той же ширины и необходимой длины. Выпускает стандартизированные профили — ПП 60х27 и ППН 28х27, ширина заготовки соответственно 123 мм и 81 мм.
Линия для производства профиля для гипсокартона состоит из профилегибочного модуля, стационарной (стационарный рез) или летучей (летучий рез) пневматической гильотины для поперечной резки изделия после процесса профилирования, автоматической системы управления (АСУ). Опционально сенсорная панель оператора к АСУ значительно облегчает процесс ввода и контроля параметров, а также позволяет вносить в память станка до 10 различных программ производства (длина и количество профилей). Дополнительно на профильный станок можно установить устройство для нанесения насечек на профиль ПП 60х27, а также устройство пробивки отверстий на профиле ППН 28х27.
При прокате профилей из полос требуемой ширины и длины отпадает необходимость в гильотине и АСУ, что снижает стоимость оборудования для производства профиля для гипсокартона, при этом снижается и производительность. При работе с рулона необходим один человек. Оператор заправляет полосу, задает системе управления режим работы (длина, количество изделий и скорость). Устройство «летучего» реза позволяет увеличивать производительность автоматической линии производства профиля на 25-30% по сравнению со стационарным резом и на 50% по сравнению со станком без системы управления, уменьшая тем самым себестоимость получаемых изделий, делая производство профиля для гипсокартона очень перспективным направлением.
Модификации станка для профиля гипсокартона:
- профиль стоечный ПС 50х50, профиль направляющий ПН 50х40;
- профиль стоечный ПС 75х50, профиль направляющий ПН 75х40;
- профиль стоечный ПС 100х50, профиль направляющий ПН 100х40.
* На фотографии станок представлен с дополнительным оборудованием.
На сегодняшний день гипсокартон пользуется большой популярностью из числа отделочных материалов. Он не только применяется для обустройства межкомнатных перегородок, но и для создания многоуровневых потолков и стен. Более того, простота его монтажа позволяет с ним справиться даже неопытному строителю, что и является одной из причин его частого использования простыми людьми для своих нужд, не нанимая для этого мастеров.
Процесс производства и требуемое оборудование
Производство оцинкованного профиля осуществляется с помощью специального профилегибочного станка из тонколистовой оцинкованной рулонной стали толщиной 0,3-0,6 мм.
Процесс производства состоит из нескольких этапов:
- настройка профилегибочного станка под толщину используемого металлического листа от 0,3 до 0,6 мм;
- заправка специальной заготовки или штрипса необходимой ширины в устройство;
- формирование профиля из заготовки в рабочей зоне станка и нарезка готового изделия нужной длины с помощью пневматического ножа;
Для выполнения всех вышеперечисленных этапов оптимально приобрести автоматическую производственную линию .
Рассмотрим два варианта комплектации цеха.
Вариант № 2
|
Профилигибочный станок для произвосдтва профиля для гипсокартона Мобипроф ГК , завод-изготовитель «Центр-ФК» Данная линия позволяет выпускать два вида изделий:
Основные технические характеристики:
|
Линия, описанная в первом варианте, имеет более высокую производительность и требует меньших капиталовложений, однако на оборудование произведенном компанией «Центр-ФК» возможно изготовления двух видов профилей, что позволит осуществлять выпуск более широкого ассортимента продукции, что в свою очередь благоприятно скажется на возможности сбыта. В связи с этим в качестве базовой при расчетах технико-экономического обоснования деятельности будет взят второй вариант комплектации производственного участка.







Для начала деятельности необходимо оборудовать цех кран-балкой, для установки рулонной стали на разматыватель автоматической линии, а так же проведения разгрузочных работ. Одним из вариантов является приобретение электрической подвесной кран балки на 5 тонн, производства «Раменский крановый завод»
Технология производства профиля для гипсокартона

Тратить меньше средств на закупку сырья можно, приобретая товар у близлежащих по географическим признакам поставщиков. Если покупать оптом, то стоимость будет ниже.
Изготавливают продукцию следующим образом:
- заправляют стальной рулон в оборудование;
- обрезают с помощью резака лист, чтобы получить заготовку для профиля;
- готовую продукцию упаковывают и транспортируют в складское помещение.
Для работы в цеху нанимают не квалифицированных специалистов, а простых рабочих. Это связано с тем, что деятельность за станком довольно простая и не требует особых знаний, и усилий. Для бизнес-проекта это хорошая сторона, ведь себестоимость продукции будет меньше, так как зарплата рабочим меньше.
Организация бизнеса
Для организации бизнеса необходимо зарегистрировать деятельность в налоговой инспекции. Производство можно организовать в качестве индивидуального предпринимателя, либо как общество с ограниченной ответственностью. Если вы планируете работать с крупными поставщиками, лучше не рисковать и сразу регистрировать ООО. Иногда крупные компании предпочитать иметь дело только с юридическими лицами.
Также надо выбрать подходящую систему налогообложения. Это может порекомендовать юрист или бухгалтер. Чаще всего предприниматели останавливаются на упрощенной системе, особенно если речь идет о старте бизнеса. При желании в новом отчетном году у вас будет возможность перейти на более удобную систему налогообложения.
При регистрации необходимо указать ОКВЭД 27.33 производство гнутых стальных профилей.