

В каркасе нет стяжек или П-образных элементов: зачем они нужны
Вот эта ошибка более серьёзна. Именно она приводит к растрескиванию и разрушению фундамента. И если разрыв основы по причине отсутствия Г-образных элементов − редкость, то здесь фундамент ослабляется на сжатие. То есть вес всего дома давит сверху некоторое время, после чего попросту расплющивает основание.
При монтаже арматурного каркаса после укладки первого слоя прутов обустраивается второй, немного выше. Именно между этими «этажами» и требуется установка объединяющих элементов. Они усиливают конструкцию именно на сжатие. Экономия здесь не просто опасна − она губительна. Да и вообще, если владелец взялся за строительство дома, он заинтересован в том, чтобы жилище простояло как можно дольше и было безопасным. Понятно, что лишнего тратить не хочется, но можно представить, в какую сумму обойдутся трещины, а после − и разрушение фундамента.
 ФОТО: yastroyu.ruВот такие соединения между этажами каркаса необходимы для прочности на сжатие
ФОТО: yastroyu.ruВот такие соединения между этажами каркаса необходимы для прочности на сжатие
Плюсы и минусы составляющих фундаментных оснований
Бетон – особый строительный материал, после замешивания приобретающий текучую структуру и твердеющий спустя какое-то время после заливки в опалубку. На его основе изготавливаются различные опорные конструкции (фундаментные основания). Текучий материал после застывания приобретает следующие свойства:
- прочность;
- долговечность;
- способность выдерживать большие нагрузки;
- устойчивость к колебаниям температуры.
При исследовании проблемы придется учесть имеющиеся у бетонного материала отрицательные свойства, основное из которых – хорошая гигроскопичность (способность впитывать влагу). Поэтому при обустройстве фундаментов погружаемое в грунт основание и прилегающая к земле часть (цоколь) подлежат гидроизоляции, защищающей материал от прямого контакта с грунтом. Делается это еще и потому, что в зимнюю пору при замерзании влага расширяется и способна разорвать бетонную заливку изнутри.

Еще один существенный недостаток бетона – зависимость прочностных показателей от направления действующих на него нагрузок. Выдерживая значительные прямые давления, на растяжку этот материал “работает” плохо. Последнее означает, что залитая бетонная лента способна выдерживать высокие внешние нагрузки. При этом внутренние напряжения, исходящие из центра наружу, со временем могут разрушить ее.
Технология сварки арматуры для фундамента
Сборку арматурной конструкции начинают с заготовки металла:
- Нарезают куски нужной длины, согласно проекту. Стандартная величина рифлёного прутка заводского изготовления 6 метров, если требуются отрезки большей протяжённости – сваривают, меньшей – режут. Резать можно и с помощью сварочного аппарата, но это слишком дорогой способ, быстрей и дешевле – болгаркой или гильотиной.
- Зачищают заготовки от грязи и пыли. Коррозию тоже счищают, но технически это трудоёмкий и затратный процесс. Арматура с завода приходит чистая, а отдельные куски с коррозией проще использовать в других целях.
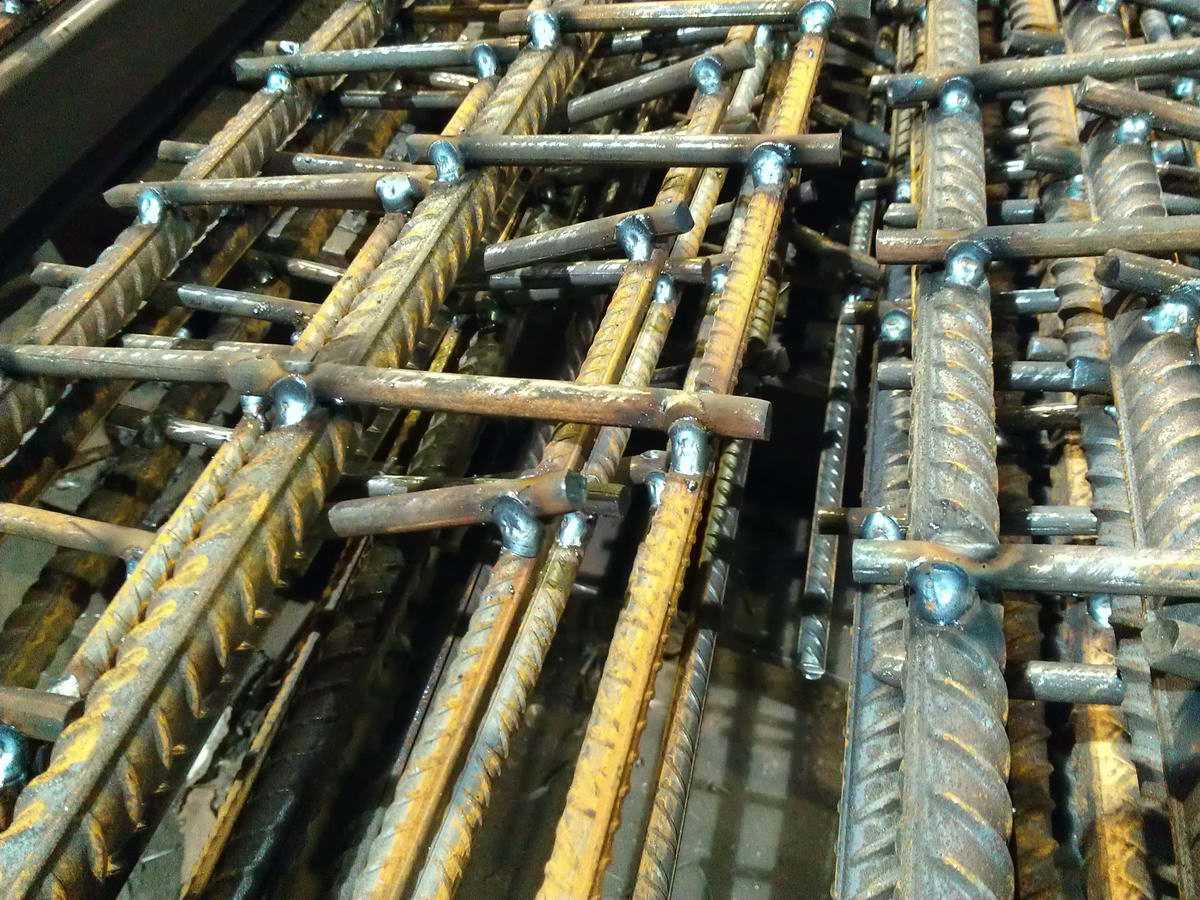
- Собирают и сваривают горизонтальные части.
- Устанавливают и прихватывают вертикальные стержни.
- В опалубке или в траншее, если опалубку собирают после установки каркаса, из горизонтальных частей сваривают объёмную конструкцию.
Стержни сплавляют четырьмя способами:
- встык;
- внахлёст;
- крестообразно;
- в виде тавра.
Распространённые – внахлёст и накрест, другие два используют реже, если первыми двумя невозможно: тавровый и стыковой виды соединения недостаточно прочны на изгиб.
После сварки соединение проверяют визуально, отбивают со швов окалину. Недопустимы трещины на металле, сквозной прожиг прутка, провар арматуры в поперечнике.
Способы вязки арматуры
В большинстве случаев проще и дешевле (и не менее эффективно) скреплять элементы арматурного каркаса при помощи вязки проволокой. Приспособления для вязки арматуры могут выглядеть по-разному, вязать можно
Вручную, при помощи такого простого устройства, как стальной крючок с деревянной или пластиковой рукояткой. К плюсам работы крючком можно отнести его дешевизну и возможность изготовить инструмент «по руке», в соответствии со своими предпочтениями, да при том из подручных материалов (толстая, до 5 мм, в сечении проволока, сварочный электрод и т. д.) Кроме того, даже неопытный арматурщик быстро приобретает навыки вязки любыми узлами и за считанные дни значительно продвигается в производительности труда.
Из недостатков отмечают недостаточную жёсткость полученного каркаса. Но эта проблема решается вязкой арматуры непосредственно в опалубке, в этом случае каркас не нужно никуда переносить, и расшатывания конструкции не произойдёт.
Вязка арматуры пластиковыми хомутами не требует даже того минимального обучения, которое нужно пройти арматурщику для вязки проволокой при помощи крючка. К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.
Пластиковые фиксаторы
- С помощью клещей (плоскогубцев), которыми откусывается излишки проволоки после завязывания проволочного узла, при этом скорость вязки клещами сопоставима со скоростью вязки крючком, но наблюдается значительная экономия проволоки, так как пользуются не заранее нарезанными кусками, а целой бухтой. В первую очередь из-за того, что допускается возможность вязки в одну проволоку и можно не делать петли. Из минусов – гораздо больше времени уходит на обучение по-настоящему производительной работе.
- С помощью шуруповёрта, в который вместо биты или сверла вставлен стержень, изогнутый особым образом (тот же ручной крючок, только без рукоятки). С помощью этого устройства в 2-3 раза ускоряется процесс вязки. Кроме того, если правильно отрегулировать скорость оборотов, при максимальном натяжении проволоки она не обрывается;
- С помощью специального вязального пистолета. Этот инструмент позволяет связывать элементы арматуры с максимальной скоростью, у опытных арматурщиков этот процесс занимает около секунды. Недостаток такого инструмента в его громоздкости, с ним не везде можно подступиться к соединяемым элементам арматурного каркаса. Кроме того, вязочный пистолет дорог и медленно окупается, применяют его только при промышленных объёмах изготовления железобетона. И им невозможно работать под дождём. Потом, для заправки в обойму требуется проволока строго определённой марки, которой может не оказаться на стройке, а проволоку, нужную по ГОСТам для обвязки арматуры толщиной свыше 2,5 мм, в такой пистолет тоже не заправить – конструктивно он для этого не рассчитан.
Узлы и скрутки
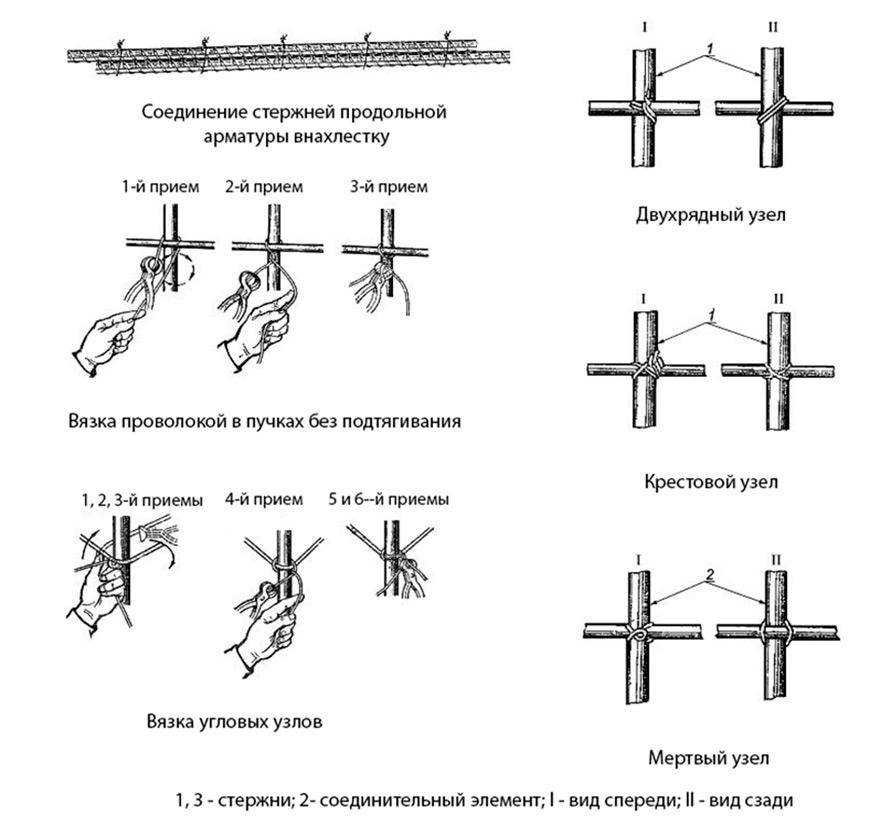
Прутки арматуры, из которых формируется горизонтальная её составляющая, или горизонтальный и вертикальный пруток, крепятся один к другому сложенной вдвое диагональной петлёй. При этом ушко, полученное путём сгиба проволоки вдвое, захватывается крючком, а сложенные вместе два свободных конца проволоки наматываются рукой парой оборотов на самый кончик крюка. Затем крюк проворачивают 2-3 раза, соединяя тем самым петлю проволоки и её свободный сдвоенный конец до того момента, пока прилегающие один к другому прутья полностью, без зазоров и люфтов, взаимно не прижмутся.
В случае связки двух горизонтальных и одного вертикального прутков арматуры петлю для связки делают крестообразной, то есть взаимно диагональной. И затягивают крючком также до полного притягивания всех трёх элементов арматурного каркаса друг к другу.
Выбор типа и метода сварки арматуры
В проект ж/б конструкций арматура сварная закладывается по таблице эксплуатационных свойств при нагрузке статической:
Соединение К1-Кт
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | 5 | 5 | 4 | 3 |
| до 28 мм А400С | 5 | 4 | 4 | 3 |
| до 40 мм А400С | 4 | 4 | 3 | 3 |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 5 | 4 |
| до 32 мм А500С | 5 | 5 | 5 | 4 |
| до 40 мм А500С | 5 | 5 | 5 | 4 |
| до 20 мм А600С | 5 | 5 | 4 | 4 |
| до 32 мм А600С | 5 | 5 | 4 | 4 |
| до 40 мм А600С | 5 | 5 | 4 | 4 |
К3-Рп и К3-Мп
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | 3 | НД | НД | НД |
| до 28 мм А400С | 3 | НД | НД | НД |
| до 40 мм А400С | НД | НД | НД | НД |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 4 | НД |
| до 32 мм А500С | 5 | 5 | 4 | НД |
| до 40 мм А500С | 5 | 5 | 4 | НД |
| до 20 мм А600С | 5 | 5 | 4 | НД |
| до 32 мм А600С | 5 | 5 | 4 | НД |
| до 40 мм А600С | 5 | 5 | 4 | НД |
С1-Ко
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | 5 | 5 | 4 | 3 |
| до 28 мм А400С | 5 | 5 | 4 | 3 |
| до 40 мм А400С | 4 | 4 | 3 | НД |
| до 32 мм Ап600С, А800С | 3 | 3 | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 5 | 4 |
| до 32 мм А500С | 4 | 4 | 4 | 3 |
| до 40 мм А500С | 4 | 4 | 4 | 3 |
| до 20 мм А600С | 5 | 5 | 5 | 4 |
| до 32 мм А600С | 4 | 4 | 4 | 4 |
| до 40 мм А600С | 3 | 3 | 3 | 3 |
С5-Мф, С7-Рв, С8-Мф, С10-Рв
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | ТН | ТН | ТН | ТН |
| до 28 мм А400С | 5 | 4 | 4 | 3 |
| до 40 мм А400С | 4 | 3 | 3 | 3 |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | НД | НД | НД | НД |
| до 32 мм А500С | НД | НД | НД | НД |
| до 40 мм А500С | НД | НД | НД | НД |
| до 20 мм А600С | НД | НД | НД | НД |
| до 32 мм А600С | НД | НД | НД | НД |
| до 40 мм А600С | НД | НД | НД | НД |
С14-Мп, С15-Рс, С17-Мп, С19-Рм
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | ТН | ТН | ТН | ТН |
| до 28 мм А400С | 5 | 4 | 4 | 3 |
| до 40 мм А400С | 4 | 3 | 3 | 3 |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | ТН | ТН | ТН | ТН |
| до 32 мм А500С | 5 | 5 | 4 | 3 |
| до 40 мм А500С | 5 | 5 | 4 | 3 |
| до 20 мм А600С | ТН | ТН | ТН | ТН |
| до 32 мм А600С | 5 | 5 | 4 | 3 |
| до 40 мм А600С | 5 | 5 | 4 | 3 |
С21-Рн, С21-Мн
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | 5 | 5 | 4 | 3 |
| до 28 мм А400С | 5 | 5 | 4 | 3 |
| до 40 мм А400С | 4 | 4 | 3 | 3 |
| до 32 мм Ап600С, А800С | 4 | 4 | 3 | НД |
| до 22 мм А1000С | 4 | 3 | 3 | НД |
| до 20 мм А500С | 5 | 5 | 4 | 4 |
| до 32 мм А500С | 5 | 5 | 4 | 4 |
| до 40 мм А500С | 5 | 5 | 4 | 4 |
| до 20 мм А600С | 5 | 5 | 4 | 4 |
| до 32 мм А600С | 5 | 5 | 4 | 4 |
| до 40 мм А600С | 5 | 5 | 4 | 4 |
С23-Рэ, С23-Мэ
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 4 | 4 |
| до 18 мм А400С | 5 | 5 | 4 | 3 |
| до 28 мм А400С | НД | НД | НД | НД |
| до 40 мм А400С | НД | НД | НД | НД |
| до 32 мм Ап600С, А800С | 4 | 4 | 3 | НД |
| до 22 мм А1000С | 4 | 3 | 3 | НД |
| до 20 мм А500С | 5 | 5 | 4 | 3 |
| до 32 мм А500С | 5 | 5 | 4 | 3 |
| до 40 мм А500С | НД | НД | НД | НД |
| до 20 мм А600С | 5 | 5 | 4 | 3 |
| до 32 мм А600С | 5 | 5 | 4 | 3 |
| до 40 мм А600С | НД | НД | НД | НД |
Н1-Рш, Н1-Мш
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 4 |
| до 18 мм А400С | 5 | 5 | 4 | 3 |
| до 28 мм А400С | 4 | 4 | 3 | 3 |
| до 40 мм А400С | 4 | 3 | 3 | НД |
| до 32 мм Ап600С, А800С | 4 | 4 | 3 | НД |
| до 22 мм А1000С | 4 | 3 | 3 | НД |
| до 20 мм А500С | 5 | 5 | 4 | 3 |
| до 32 мм А500С | 5 | 5 | 4 | 3 |
| до 40 мм А500С | НД | НД | НД | НД |
| до 20 мм А600С | 5 | 5 | 4 | 3 |
| до 32 мм А600С | 5 | 5 | 4 | 3 |
| до 40 мм А600С | НД | НД | НД | НД |
Н2-Кр, Н3-Кр
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 5 |
| до 18 мм А400С | 5 | 5 | 4 | 4 |
| до 28 мм А400С | НД | НД | НД | НД |
| до 40 мм А400С | НД | НД | НД | НД |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 4 | 4 |
| до 32 мм А500С | НД | НД | НД | НД |
| до 40 мм А500С | НД | НД | НД | НД |
| до 20 мм А600С | 5 | 5 | 4 | 4 |
| до 32 мм А600С | НД | НД | НД | НД |
| до 40 мм А600С | НД | НД | НД | НД |
Т1-Мф
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 4 |
| до 18 мм А400С | 5 | 4 | 4 | 4 |
| до 28 мм А400С | 5 | 4 | 4 | 4 |
| до 40 мм А400С | 4 | 3 | 3 | НД |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 5 | 4 |
| до 32 мм А500С | 5 | 5 | 5 | 4 |
| до 40 мм А500С | 4 | 4 | НД | НД |
| до 20 мм А600С | х | Х | х | х |
| до 32 мм А600С | х | Х | х | х |
| до 40 мм А600С | х | Х | х | х |
Т2-Рф
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 5 | 4 |
| до 18 мм А400С | 5 | 4 | 4 | 4 |
| до 28 мм А400С | 5 | 4 | 4 | 4 |
| до 40 мм А400С | НД | НД | НД | НД |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 5 | 4 |
| до 32 мм А500С | 5 | 5 | 5 | 4 |
| до 40 мм А500С | НД | НД | НД | НД |
| до 20 мм А600С | НД | НД | НД | НД |
| до 32 мм А600С | НД | НД | НД | НД |
| до 40 мм А600С | НД | НД | НД | НД |
Т11-Мз
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 4 | 4 |
| до 18 мм А400С | 5 | 4 | 3 | 3 |
| до 28 мм А400С | 5 | 4 | 3 | 3 |
| до 40 мм А400С | 5 | 4 | 3 | 3 |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 4 | 4 |
| до 32 мм А500С | 5 | 5 | 4 | 4 |
| до 40 мм А500С | НД | НД | НД | НД |
| до 20 мм А600С | как А500С | как А500С | как А500С | как А500С |
| до 32 мм А600С | как А500С | как А500С | как А500С | как А500С |
| до 40 мм А600С | как А500С | как А500С | как А500С | как А500С |
Т12-Рэ
| Диаметр и класс стали | От 0°С | До -30°С | До -40°С | До -55°С |
| до 32 мм А240 | 5 | 5 | 4 | 4 |
| до 18 мм А400С | 5 | 4 | 3 | 3 |
| до 28 мм А400С | 5 | 4 | 3 | 3 |
| до 40 мм А400С | 5 | 4 | 3 | 3 |
| до 32 мм Ап600С, А800С | НД | НД | НД | НД |
| до 22 мм А1000С | НД | НД | НД | НД |
| до 20 мм А500С | 5 | 5 | 4 | 4 |
| до 32 мм А500С | 5 | 5 | 4 | 4 |
| до 40 мм А500С | 5 | 5 | 4 | НД |
| до 20 мм А600С | как А500С | как А500С | как А500С | как А500С |
| до 32 мм А600С | как А500С | как А500С | как А500С | как А500С |
| до 40 мм А600С | как А500С | как А500С | как А500С | как А500С |
ТН – технически невыполнимо;
НД – не допускается к использованию;
3 – соответствует регламенту ГОСТ 10922 (Сварные соединения);
4 – отвечает условиям ГОСТ 34028 (Стали в исходном состоянии);
5 – удовлетворяет нормативам ГОСТ Р 52544, сварной шов имеет одинаковую прочность с металлом свариваемых деталей.
При выборе необходимо учитывать условия свариваемости арматуры по диаметрам и маркам стали.
Допускается ли сварка арматуры. Способы соединения арматуры
Поскольку арматурный каркас собирается непосредственно на строительной площадке – для оперативного выполнения этой части работ используются простейшие способы соединения стержней. Самым распространенным и надежным принято считать вязку арматуры посредством предварительно отожженной мягкой проволоки.






Способы соединения арматуры: 1 – вязка, 2 – сварка, 3 – пластиковые хомуты.
Технология такого соединения предельно проста, но для многих новичков в строительных делах она неприемлема из-за отсутствия соответствующих навыков. Поэтому некоторые из них предпочитают выбрать второй вариант соединения, при котором потребуется запастись сварочным оборудованием. Такой подход еще раз вынуждает обратиться к основному вопросу данной статьи: а допускается ли варить арматуру под фундамент и не приведет ли это к его ослаблению?
Особенности вязки
Чтобы определиться с выбором метода сборки армирующей конструкции – следует подробнее ознакомиться с процедурой вязки. Этот способ относится к универсальным приемам соединения прутьев, пригодным как для стальной, так и для стеклопластиковой арматуры . Функцию крепящего элемента при этом методе сборки выполняет отожженная проволока диаметром порядка 0,8-1,5 мм. Расход вязальной проволоки варьирует в пределах от 5 до 20 кг на тонну металла.
По мнение большинства арматурщиков, самый удобный диаметр проволоки для вязки арматуры крючком, равен 1,2 мм.
Перед началом работ потребуется приготовить короткие отрезки длиной около 25-30 см и специальный крюк для вязки арматуры . Последовательность действий следующая.
- Сначала проволока складывается вдвое.
- Затем образовавшаяся петля перекидывается вокруг сборных элементов.
- В завершении она захватывается крючком и несколько раз проворачивается, образуя скрутку.
Вся процедура при наличии навыков выполняется за считанные секунды, а научиться этому удается довольно быстро. На
Основное достоинство вязки – возможность работать в отсутствии электропитания. Единственное требование в этом случае – хорошая освещенность зоны монтажа. К плюсам метода, относят и дешевизну проволочных заготовок (электроды и аренда сварочного агрегата обойдутся намного дороже). Поэтому профессиональные строители чаще вяжут арматуру, а не сваривают, при сборке стальных каркасов для армирования ленточных фундаментов и других железобетонных конструкций.
Достоинства и недостатки сварки
При определенных условиях сварка каркаса представляется более надежным вариантом решения поставленной задачи. Но при этом ее применение, как правило, ограничивается сложностями климатического характера (сильный дождь, например) или отсутствием электрической подводки. С другой стороны, в отличие от вязки в нормальных условиях сварка может применяться повсеместно (помимо ситуации с тонкими стержнями).
Крестообразное соединение арматуры дуговой ручной сваркой разрешается для прутов диаметром 10 мм и более.
Многие начинающие строители основной причиной сложности использования этого метода считают дороговизну оборудования, в комплект которого входят следующие наименования:
- Сварочный агрегат.
- Несколько упаковок электродов нужного типа.
- Комплект средств защиты сварщика (включая очки и спецодежду).
Во время выполнения работ важно строгое соблюдение требований техники безопасности. Чтобы исключить возможность получения ожога – нужно будет запастись индивидуальными средствами защиты (маской, рукавицами и специальным рабочим снаряжением)
В определенных условиях исполнителю потребуется получить наряд-допуск на проведение работ повышенной опасности.
Одно из главных условий сварки арматуры любым способом, это то, что необходимо использовать арматуру с индексом «С» – свариваемая, например А500С , А600С и т.д.
Каких-либо противопоказаний к использованию сварки при сборке каркасов не существует. Кроме того, в соответствие с указаниями нормативных документов при работе на фундаментных конструкциях с арматурными стержнями увеличенного размера, этот способ – единственно допустимый. Так как конструкции каркасов из арматуры диаметром 32 мм и выше получаются слишком массивными, из-за чего проволочные скрутки не всегда способны выдерживать возросшие нагрузки.
Важно чтобы в процессе сварки арматуры её диаметр не уменьшился, и ребра не были повреждены. В противном случае, если она выполняет роль основного армирования, ее необходимо будет заменить
Как вязать арматуру. Типы инструмента для вязки арматуры
Вязка арматуры для ленточного фундамента считается практичнее сварки: прочность в узлах не снижается, не нужен квалифицированный сварщик, работа проходит прямо в опалубке (или рядом). Пространственный каркас из арматуры можно собирать как вручную (что нелегко делать руками в перчатках), так и с помощью инструмента. Для вязки используют:
Вязальный пистолет. Самый быстрый способ. Пистолетом неудобно пользоваться в труднодоступных местах; к тому же он расходует много проволоки. Его главный недостаток — цена. Модели ведущих производителей стоят порядка 30000 руб., китайского пистолета хватит на 1 фундамент.
- Крючок для вязки. Похож на изогнутый и обточенный гвоздь с рукоятью вместо шляпки. Его нередко используют как насадку, зажимая в патроне шуруповерта. Промышленность выпускает винтовые крючки — эффективные в работе, но замедляющие процесс вязки (оставляют длинные хвосты).
- Народные средства. Если объем работ небольшой и инструментом не запаслись, используют плоскогубцы или изготавливают крючок из подходящего гвоздя. Качественный результат невозможно получить, используя самоделку; такой подход неизменно скажется на прочности конструкции.
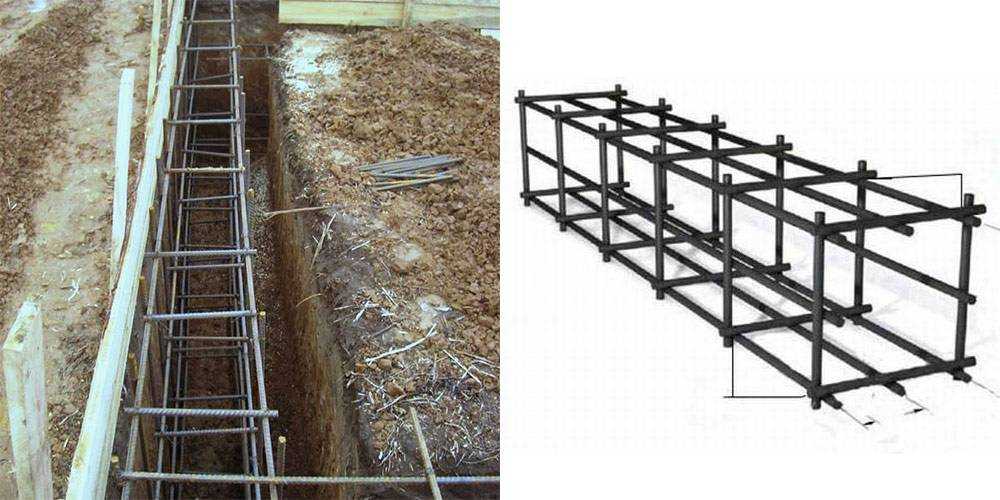
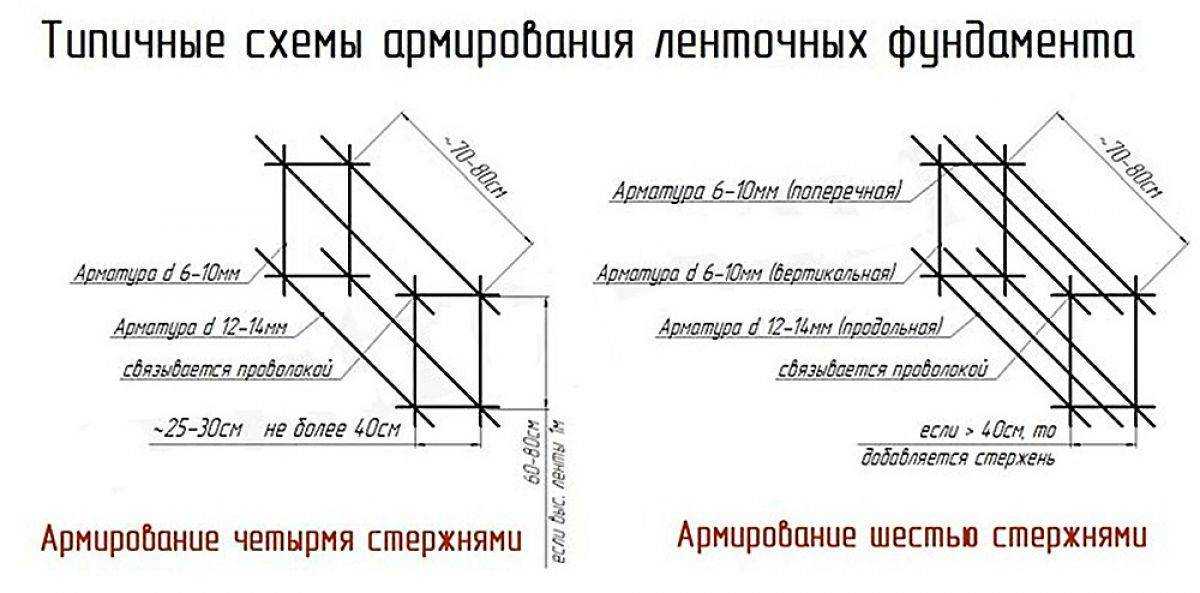
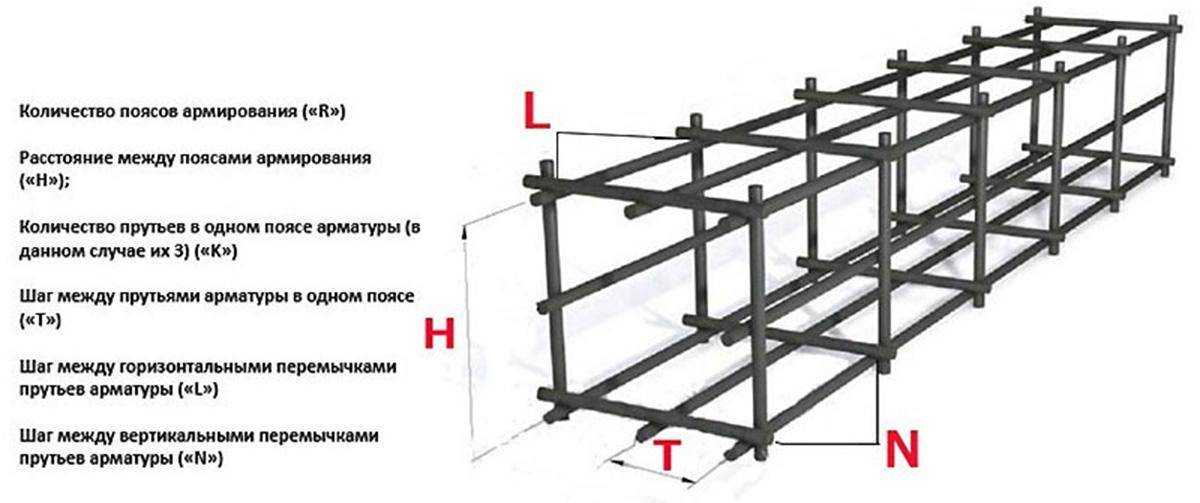
Требования к параметрам арматурного каркаса
Стержни, составляющие конструкцию, различаются по назначению:
- Рабочая арматура. Так называются продольные горизонтальные прутья, размещаемые вдоль ленты фундамента.
- Хомуты. Делятся на поперечные горизонтальные и вертикальные, связывают каркас в единое целое.
Арматурный каркас фундамента в частном строительстве часто имеет параметры:
Арматура. Металлическая или композитная, сечением 11-14 мм (для небольшой хозяйственной постройки), с периодическим профилем и сечением 12-18 мм (для армирования фундамента ленточного типа).
Некоторые особенности
Схема полуавтоматической сварки арматурных стыков.
Сила тока, которая используется при сварке тоже оказывает непосредственное влияние на процесс. Она может быть как завышенной, так и заниженной. Оба варианта являются отрицательными. Если использовать низкие токи при работе, то велика вероятность того, что материал будет прогрет недостаточно хорошо, а это приводит к нестыковке. Большой параметр тоже плохо воздействует на соединяемые элементы. Если используется высокая сила тока, то она перегревает поверхности. Они вследствие этого становятся хрупкими и ненадежными. Это может сказаться на целостности всего фундамента.
Таким образом, необходимо подбирать оптимальное соотношение силы тока. При включении аппарата стоит сразу посмотреть на то, как электрод взаимодействует с металлом. Если он к нему прилипает, то сила тока недостаточно велика. Значит, ее необходимо увеличить. Современные сварочные аппараты имеют возможность плавного регулирования. Это их большой плюс.
Специалисты считают, что для плотного прилегания 2-х сварочных поверхностей друг к другу на них обязательно нужно воздействовать сторонними силами. Однако это сделать не так уж и просто. На практике прижимать 2 прутка арматуры друг к другу не так-то и просто. Эта мера иногда является малоэффективной. В некоторых случаях куда лучше просто отшлифовать поверхности. В этом случае площадь соединения значительно возрастает.
Для этого делается предварительное сваривание 2-х прутков между собой. После этого нужно дать им время для остывания до комнатной температуры. Если на поверхности появляются какие-либо трещины или другие дефекты, то какой-то режим подобран неправильно. Стоит произвести регулировку того или иного параметра, чтобы в итоге все получилось идеально. Разумеется, великолепного качества достигнуть достаточно сложно. Можно лишь попытаться приблизиться к идеалу. В этом случае фундамент будет действительно надежным и долговечным.



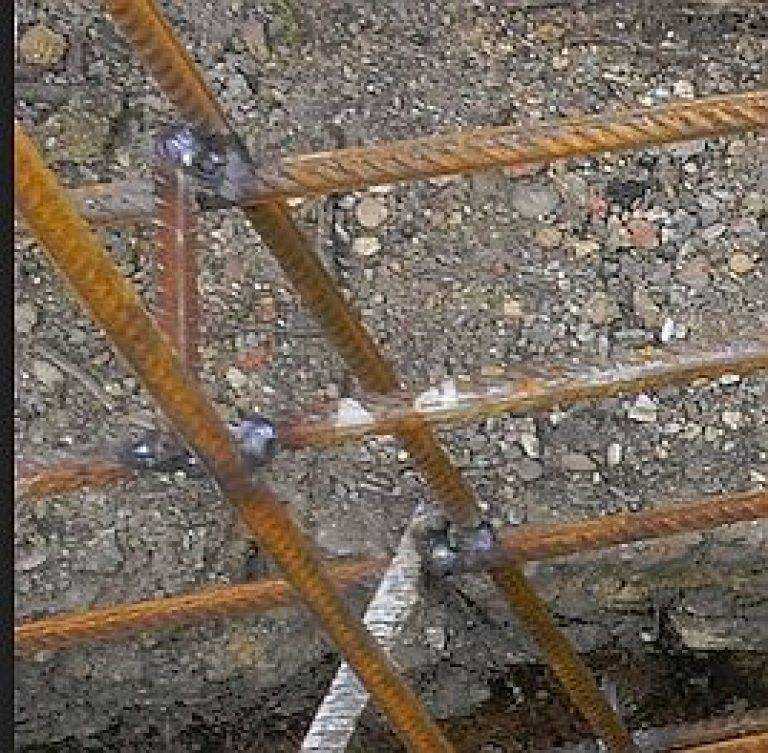






Схема ручной дуговой сварки арматуры.
Такой вид соединения арматуры имеет и свои преимущества. Здесь стоит говорить о целом ряде плюсов. Специалисты отмечают их повсеместно. В случае использования сварочного соединения можно создать фундамент в сравнительно короткие сроки. Необходимо только правильно настроить оборудование и уметь рационально пользоваться им.
Если площадь несущей конструкции, которая создается для жилого или коммерческого здания, является достаточно большой, то именно этот метод соединения арматуры считается оптимальным. Он и используется на практике. При строительстве больших домов именно для фундамента эта технология оптимальна.
Когда человек, который назначен ответственным к проведению работ, начинает задумываться о том, какой способ соединения арматуры ему выбрать, то ему следует руководствоваться несколькими факторами. В результате их изучения он должен сделать окончательный выбор — вязать или варить арматуру для фундамента.
Разумеется, многочисленные отрицательные черты сварочного соединения арматуры откладывают свой отпечаток на его использовании в качестве основного в тех или иных строительных работах. У него есть и другие недостатки, помимо тех, которые были перечислены выше. К примеру, при заливке фундамента может возникнуть ситуация, когда бетон раздавит места соединений. То есть целостность фундамента будет нарушена. К тому же в тех местах, где используется сварка, велика вероятность образования очагов коррозии. Этого нельзя допускать, так как это напрямую влияет на целостность всей конструкции в целом. Вязка арматуры обладает рядом преимуществ перед сваркой. Об этом и стоит поговорить более подробно.
Как связать каркас для размещения в фундаменте
Планируя изготовление арматурной решетки способом связывания, своевременно приобретите требуемые материалы и подготовьте инструменты.
Технологию вязки несложно освоить самостоятельно, соблюдая приведенные рекомендации:
Разместите горизонтально расположенные элементы нижнего яруса на фиксированном расстоянии от уровня почвы. Обеспечить необходимый зазор 40–60 мм можно с помощью пластиковых опор, деревянных подкладок или отходов кирпича. Прутки каркаса не должны касаться грунта.
Обеспечьте установку вертикальных стержней с равным интервалом между ними. Соблюдение постоянного шага позволит равномерно распределить нагрузки
Элементы важно оградить от контактирования с почвой при помощи специальных подставок из неметаллического материала.
Производите фиксирование арматуры пространственного каркаса вязальной проволокой. При выполнении работ контролируйте надежность крепления в участках соединения
Элементы не должны смещаться при заливке в опалубку бетонного раствора.
 Если вы имеете хотя бы небольшой опыт в сфере строительства, вязать арматуру достаточно просто
Если вы имеете хотя бы небольшой опыт в сфере строительства, вязать арматуру достаточно просто
Соблюдайте равный интервал между арматурой, расположенной в горизонтальном ярусе, а также между вертикальными элементами
Важно дополнительно закрепить угловую арматуру, которая склонна к смещению в процессе заливки бетона. За контур основания угловые части не должны выступать.
Проверьте прочность собранного каркаса под нагрузкой
Установите на верхний пояс металлоконструкции деревянную доску и встаньте на нее. При перемещении по доске элементы каркаса должны сохранять неподвижность.
Дополнительная фиксация размещенного в опалубке каркаса с помощью деревянных брусков обеспечит его неподвижность при заполнении опалубки бетонным раствором. Приобретая материалы для изготовления силовой решетки, соблюдайте требования документации по использованию арматуры необходимых марок и сортамента.
Факторы, которые определяют прочность фундамента
Фундамент представляет собой несущую строительную конструкцию, которая является важнейшей частью любого жилого или коммерческого здания. Такая роль фундамента связана с тем, что его основной функцией является равномерное распределение нагрузки, оказываемой на основание стенами строительной конструкции и грунтом. Поэтому от качества фундамента напрямую зависит не только внешний вид дома, но и его долговечность.

Армирование фундамента увеличивает прочность и надежность в десятки раз.
В свою очередь, качество указанной несущей строительной конструкции зависит от целого ряда важных факторов. Так, одним из ключевых аспектов, определяющих эффективность фундамента с точки зрения соответствия его несущей способности нагрузке, которую будет оказывать на него планируемое к постройке здание, является правильность осуществления расчетов, определяющих характеристики фундамента
Осуществляя такие расчеты, специалист, занимающийся проектированием этой конструкции, должен принимать во внимание не только собственно нагрузку, которую ей придется нести, но и действие различных внешних факторов
В первую очередь воздействие на фундамент оказывают природные факторы, например, такие как глубина промерзания грунта, уровень грунтовых вод и другие. Все они должны быть учтены при осуществлении расчета фундамента с тем, чтобы впоследствии действие указанных факторов не оказало критического негативного влияния на его прочность.
Схема армированного ленточного фундамента.
Однако, даже если все расчеты, осуществленные специалистом при проведении проектных работ, были верны, не меньшее значение имеет качество их реализации на практике. Речь идет о выполнении строительных работы по закладке фундамента, которые требуют высокой квалификации и существенного опыта от специалистов, которые будут осуществлять указанные строительные работы.
Так, например, нарушение технологии заливки бетона, который является одним из наиболее распространенных строительных материалов, используемых при устройстве несущей фундаментальной конструкции, может привести к появлению трещин, которые, в свою очередь, при отсутствии должного ремонта повлекут за собой частичное или полное разрушение всего здания.
Требования к процессу вязки стального каркаса
При осуществлении вязки стального каркаса для фундамента обязательно нужно использовать только проволоку их того же самого материала. Если нет определенного навыка в проведении подобного рода работ, то лучше сначала немного потренироваться. При использовании обыкновенного крюка, стоит учитывать тот факт, что данный процесс является очень трудоемким. Придется приложить немало усилий, чтобы все выполнить максимально качественно и в срок. Перед тем как начинать вязать арматуру, обязательно нужно определиться с ее геометрическими параметрами. Они очень часто заносятся в документацию к проекту. Именно здесь все и можно посмотреть.
Чаще всего применяются конструкции, которые используют 2 ряда арматуры. На одно соединение будет приходить доля секунды (если использовать специальный пистолет). Кстати, для работы лучше применять японские модели, поставляемые на наш рынок. Они отвечают параметрам качества. Китайские пистолеты не всегда надежны, но стоят намного дешевле. В комплекте с инструментом всегда идет проволока. Она представлена в виде катушек. Работать с таким оборудованием намного удобнее, чем простым крюком.
Схема вязки арматуры при помощи хомутов.
Ведущие специалисты по вязке арматуры уверены в том, что наиболее эффективным методом сборки каркаса является клеточный тип. Здесь связываются 2 ряда прутьев.









Их расположение выбирается перпендикулярным друг к другу. Их нельзя устанавливать непосредственно на землю.
Здесь уместно использовать специальные крепления, которые позволяют удерживать их в подвешенном состоянии.